
在工业设备的长期运行中,轴承作为关键部件,如果出现电蚀现象,会大幅缩短其使用寿命,甚至导致设备停机。而在电机和齿轮箱等高负荷应用中,轴承电蚀往往是一个潜在的隐患。通过早期发现电蚀并采取预防措施,可以有效避免停机的发生。本文将带您了解如何在设备早期阶段识别轴承电蚀,确保设备的稳定运行。
什么是轴承电蚀?
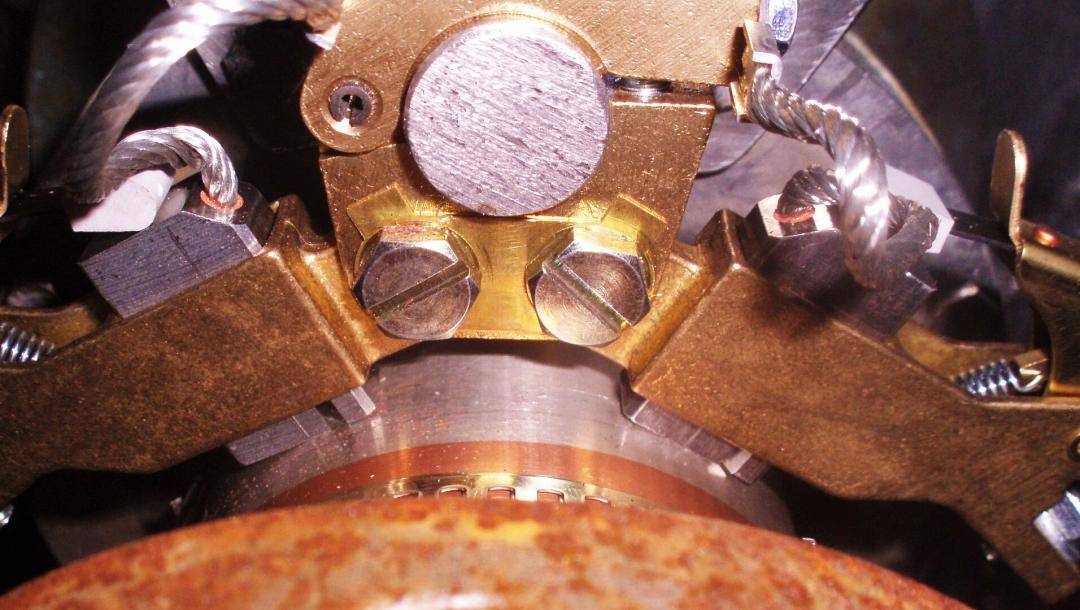
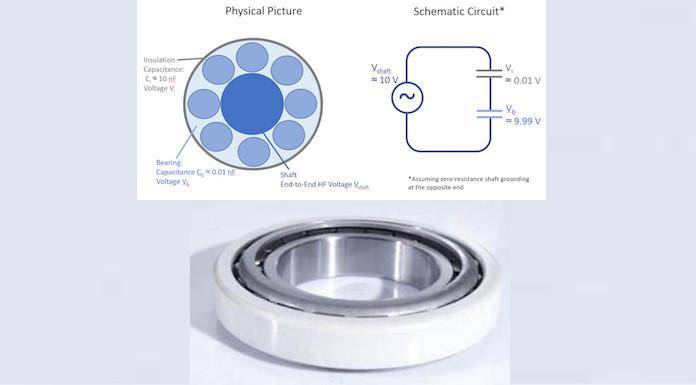
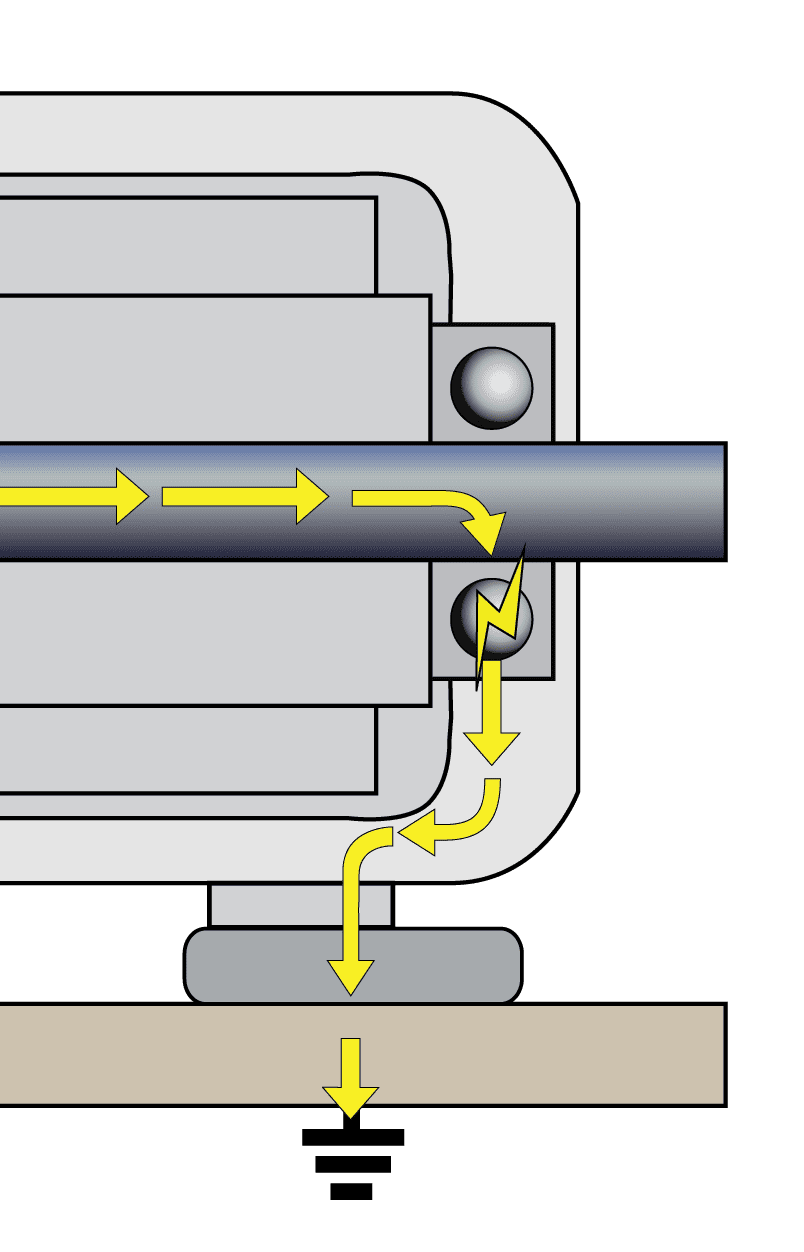
轴承电蚀是指由于电流通过轴承而导致局部电弧放电,损伤轴承接触面,形成微观的凹坑、划痕或其他表面损伤。随着时间的推移,这些微小的电蚀痕迹会逐渐加重,导致轴承表面粗糙,增加摩擦,从而加速轴承的磨损并最终导致设备故障。

如何早期发现轴承电蚀?
1. 振动分析:设备健康的“脉搏”
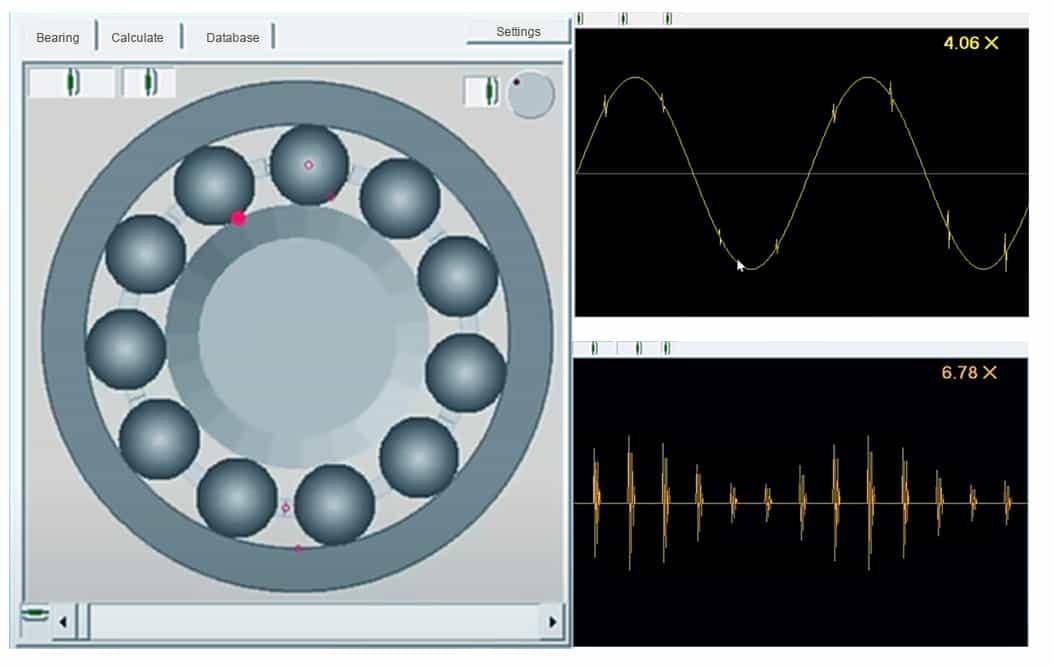
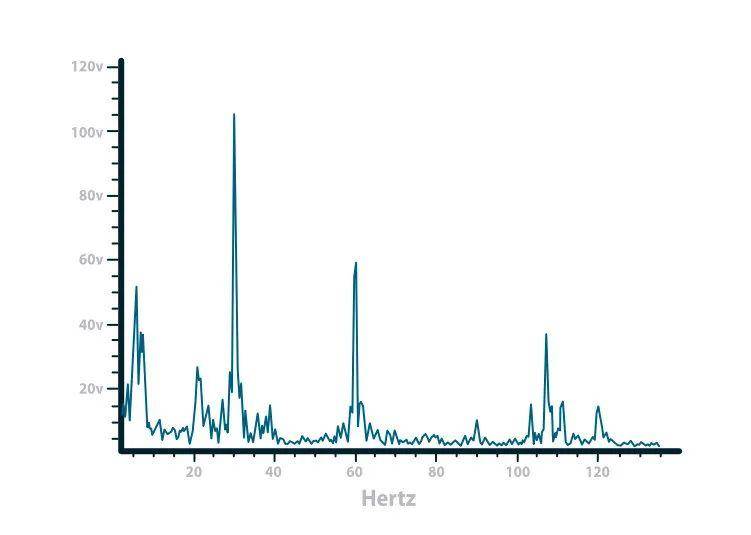
振动分析是监测轴承健康的常用方法。通过对轴承的振动频谱进行分析,能够在早期阶段检测到电蚀引发的异常。轴承受到电蚀影响时,滚道和滚动体的表面会变得粗糙,导致振动频率的变化。这种变化可以通过高频振动信号捕捉到,帮助技术人员及早判断电蚀问题。
2. 温度监测:电蚀的“预警系统”
电蚀导致的局部放电会产生热量,随着电蚀的发展,轴承温度会逐渐升高。通过使用温度传感器或红外测温仪,实时监控轴承的温度变化,可以在温度异常升高时发出预警,从而提前采取措施,避免电蚀进一步损害轴承。

3. 噪音检测:轴承损坏的“信号”
轴承电蚀会导致接触面不平整,进而引发轴承运转时产生异常的噪音。通过定期检测轴承的运转声音,尤其是使用声学监控设备,可以及时捕捉到由于电蚀引起的噪音信号。噪音增大通常是电蚀恶化的重要表现之一。
4. 润滑剂检测:电蚀的“间接证据”
润滑剂在轴承电蚀过程中也会受到影响。电蚀产生的金属颗粒会进入润滑剂中,导致其污染。通过定期取样分析润滑剂中的金属颗粒含量,可以判断轴承是否已受到电蚀的影响。这种检测方法尤其适用于自动润滑系统或大型设备的维护。
如何预防轴承电蚀?
1. 安装轴接地刷
电机驱动设备中,静电积累或漏电是轴承电蚀的主要原因之一。安装轴接地刷可以有效防止电流通过轴承,将电荷安全导入地面。对于变频驱动电机,接地刷尤为重要,可以显著降低电蚀的风险。
2. 选用绝缘轴承
对于电蚀高发的设备,使用绝缘轴承是一种有效的防护手段。绝缘轴承的内圈或外圈经过特殊处理,能够阻止电流通过轴承。绝缘轴承尤其适用于电气环境复杂的设备,例如大功率电机或风力发电机。
3. 定期检查电气系统
轴承电蚀的根本原因在于设备电气系统的漏电或不良接地。定期检查和维护电气系统的接地状况,确保电流不会通过轴承流动。特别是在老旧设备或电气环境复杂的场所,检查接地电阻和电机绝缘状况是预防电蚀的重要措施。

4. 使用电流滤波器
在变频驱动电机的场合,安装电流滤波器可以有效减少电流通过轴承的风险。电流滤波器能够过滤掉高频电压波动,防止其通过轴承形成电蚀。
早期发现轴承电蚀是保障设备持续高效运行的关键。通过振动分析、温度监测、噪音检测和润滑剂分析等手段,结合适当的预防措施,如安装接地刷、使用绝缘轴承和定期检查电气系统,可以大幅降低电蚀对轴承的损害,避免设备停机带来的经济损失。
关注设备健康,及时发现问题,才能确保设备的长效稳定运行。

